
VIP member

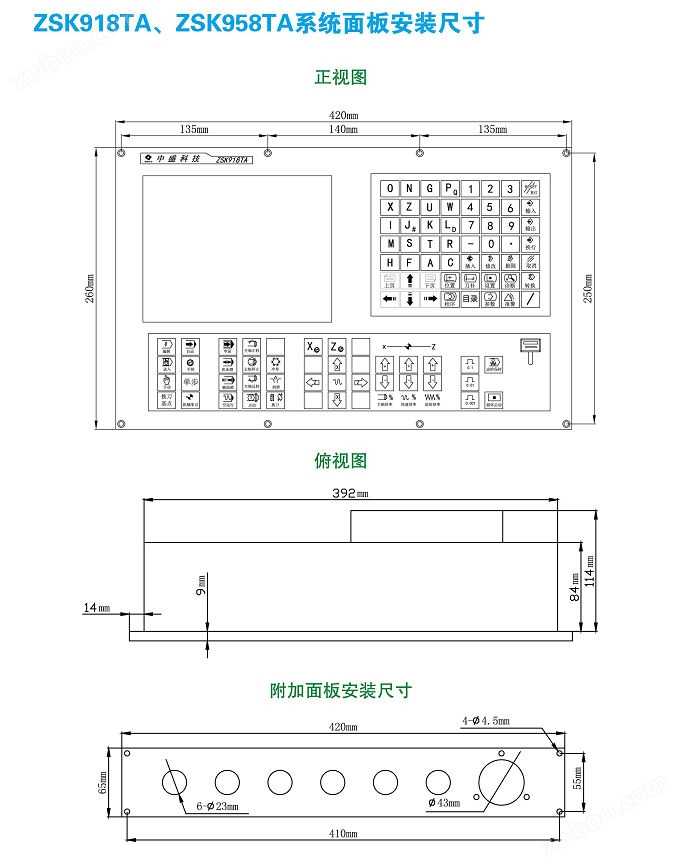
ZSK918TA CNC lathe system
The ZSK918TA CNC lathe system is a new generation of CNC lathe system developed by Wenzhou Zhongsheng Technology Co., Ltd. for market demand, with ful
Product details
|
motion control function |
Control axis: Two axis(X、Z). |
|
Interpolation method:X、ZTwo axis straight line and arc interpolation. |
|
|
Location range: ±9999.999mm; Minimum code unit:0.001mm. |
|
|
Maximum feed rate: straight line15000 mm/min Feed rate:0~150%Sixteen level real-time adjustment. |
|
|
Fastest forward feed speed: straight line30000 mm/minQuick magnification:F0、25%、50%、100%Level four. |
|
|
Manual feed rate:0mm/min~1260mm/minSixteen level real-time adjustment. |
|
|
Feed per revolution:0.01mm/r~500mm/r(Installation required100p/r~5000p/rSpindle Editor). |
|
|
Acceleration and deceleration method: fast movement adoptsSType acceleration and deceleration; The cutting feed adopts exponential acceleration and deceleration. |
|
|
Electronic gear ratio: frequency doubling1~32767Frequency division1~32767. |
|
|
Electronic hand pulse function:0.1mm、0.01mm、0.001mmThree levels. |
|
|
Manual operation: manual continuous feed, handwheel feed, manual incremental feed, manual machine tool return to reference point |
|
|
Program editing function |
3A single fixed loop code and7Compound loop code. |
|
6144KBMaximum capacity384A program; Support quadruple subroutine calls and user macro program calls. |
|
|
Programming format:ISOStandard format; relative/Absolute mixed programming; |
|
|
Programming: functions such as input, output, retrieval, modification, insertion, deletion, and copying. |
|
|
Single program segment execution; Skip program segment execution. |
|
|
Thread function |
Imperial Single Head/Multi head straight thread, taper thread, end face thread, and pitch thread; The length of the thread tail can be specified by the program. |
|
Thread pitch:0.001mm~500mm(metric system);0.06tooth/Inches~25400tooth/Inches (Imperial). |
|
|
Spindle encoder:100p/r~5000p/rencoder. |
|
|
tool function |
Adaptive knife holder: maximum setting is8Workstation electric knife holder. |
|
Tool position signal input method: direct input. |
|
|
Knife changing method:MDI/Automatic absolute tool change or manual relative tool change; Forward rotation for knife selection, reverse rotation for locking. |
|
|
Knife alignment methods: fixed-point alignment, trial cutting alignment. |
|
|
Compensation function |
Reverse gap compensation:X、ZEach axis0mm~20.000mm. |
|
Pitch error compensation:X、ZEach axis255Compensation points, compensation range: per compensation point0~±255μm. |
|
|
Tool compensation:32Compensation for tool length and tip radius (compensation method)C). |
|
|
Tool repair execution method: Tool movement/Coordinate offset |
|
|
Spindle function |
Control mode: switch quantity control/analog control |
|
Switching control:S□ Instructions fromPLCProgram definition and processing;PLCprogramS1、S2、S3、S4Directly output. |
|
|
Simulation control:S□□□□□ Specify the actual spindle speed,NCoutput0~10VSimulate voltage control for continuously variable spindle speed, supporting four mechanical gears for the spindle. |
|
|
Constant line speed cutting function: Yes (effective under spindle simulation control mode) |
|
|
Display interface |
Display screen: widescreenLCDEquipped with clock display and graphic display; Fault alarm, soft limit alarm. |
|
Display mode: displayed in both Chinese and English, set by parameters. |
|
|
Auxiliary functions |
hand movement/MDI/Automatic control of spindle forward, reverse, and stop; Coolant start stop; Lubrication start stop;MDI/Automatic control of chuck clamping/Release, control the tailstock to enter/Step back. Machine tool lock, idle operation, auxiliary lock. |
|
communication |
USBCommunication function; supportCNCgiveCNC、PCTwo way communication,CNCSoftwarePLCommunication upgrade is possible. |
|
Adapted Driver |
pulse+Direction signal inputZS12A、ZS12BSeries digital AC servo drive device; |
|
standard function |
Self diagnostic function, cyclic processing function, built-inPLCFunction. |
Gcode
|
Gcode |
function |
|
Gcode |
function |
|
G00 |
Positioning (rapid movement) |
G70 |
Composite precision machining cycle |
|
|
G01 |
Linear interpolation (cutting feed) |
G71 |
Composite outer circular rough car cycle |
|
|
G02 |
Clockwise arc interpolation |
G72 |
Composite end face coarse turning cycle |
|
|
G03 |
Counterclockwise circular interpolation |
G73 |
Composite enclosed rough car cycle |
|
|
G04 |
Pause, quasi stop |
G74 |
Composite end face deep hole machining cycle |
|
|
G20 |
Selection of Imperial Units |
G75 |
Composite inner and outer circular groove cutting cycle |
|
|
G21 |
Selection of metric units |
G76 |
Composite thread cutting cycle |
|
|
G26 |
Return to the tool change reference point |
G90 |
Single type outer and inner circle cutting cycle |
|
|
G28 |
Return to mechanical zero point |
G92 |
Thread cutting cycle |
|
|
G32 |
Equidistant thread cutting |
G94 |
End face cutting cycle |
|
|
G40 |
Blade tip radius compensation canceled |
G96 |
Effective constant line speed control |
|
|
G41 |
Left compensation for blade tip radius |
G97 |
Constant line speed control is invalid |
|
|
G42 |
Right compensation for blade tip radius |
G98 |
Feed per minute |
|
|
G50 |
Coordinate system setting |
G99 |
Feed per revolution |
|
|
G65 |
Macro program |
|
|
Macro instruction code
|
Gcode |
Hcode |
function |
definition |
|
G65 |
H01 |
assignment |
# i = # j |
|
G65 |
H02 |
Decimal addition operation |
# i = # j +# k |
|
G65 |
H03 |
Decimal subtraction operation |
# i = #j-# k |
|
G65 |
H04 |
Decimal multiplication operation |
# i = # j ×# k |
|
G65 |
H05 |
Decimal division operation |
# i = # j ÷# k |
|
G65 |
H11 |
Binary addition (or operation) |
# i = # jOR# k |
|
G65 |
H12 |
Binary multiplication (and operations) |
# i = # jAND# k |
|
G65 |
H13 |
Binary XOR |
# i = # jXOR# k |
|
G65 |
H21 |
Decimal square root |
# i = |
|
G65 |
H22 |
Take absolute value in decimal system |
# i=︱#j︱ |
|
G65 |
H23 |
Decimal remainder extraction |
# i = #j-trunc(#j÷# k)×# k |
|
G65 |
H24 |
Convert decimal to binary |
# i = BIN(# j) |
|
G65 |
H25 |
Convert binary to decimal |
# i = BCD(# j) |
|
G65 |
H80 |
Unconditional transfer |
Jump to program segmentN |
|
G65 |
H81 |
Conditional transfer1 |
IF# j =# k,GOTON |
|
G65 |
H82 |
Conditional transfer2 |
IF# j ≠# k,GOTON |
|
G65 |
H83 |
Conditional transfer3 |
IF# j ># k,GOTON |
|
G65 |
H84 |
Conditional transfer4 |
IF# j <# k,GOTON |
|
G65 |
H85 |
Conditional transfer5 |
IF# j ≥# k,GOTON |
|
G65 |
H86 |
Conditional transfer6 |
IF# j ≤# k,GOTON |
|
G65 |
H99 |
Generate user alarm |
Generate(500+n)User alarm |
Online inquiry
-
Contacts
-
Company
-
Telephone
-
Email
-
WeChat
-
Verification Code
-
Message Content
-